检验性质:将半精车的试料夹紧在虎钳内,锯断一件检验:
a)锯断件端面对其素线的垂直度;
b)锯断件端面对工作台面的垂直度。
切削条件:使用符合GB/T 21954.2—2008 的双金属带锯条,切削用量按正常使用的切削规范进行。
简图:
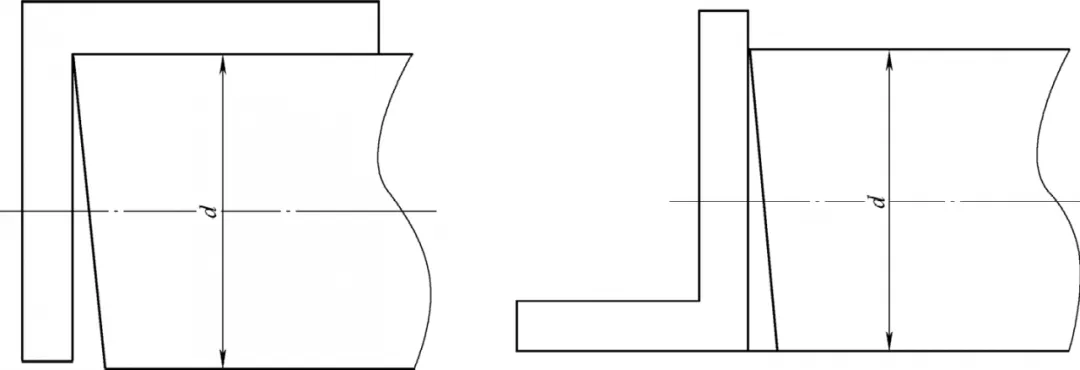
其中:d=D/2
注:D为最大锯削直径
允差表(mm):
直径D | 允差 |
D=250 | 0.3 |
250~400 | 0.4 |
400~630 | 0.5 |
630~1000 | 0.6 |
1000~1300 | 0.7 |
1300~1600 | 0.8 |
1600~2000 | 0.95 |
检验工具:角尺、塞尺
检验方法:
(按 GB/T 17421.1—1998中4.1.4.2的规定)
a)用角尺和塞尺检验,塞尺测得的最大间隙就是锯断件端面对其素线的垂直度允差。
b)将试件夹紧在台虎钳内锯断后用角尺和塞尺检验。将角尺两边分别靠紧工作台面和锯断面,用塞尺测得的最大间隙就是锯断件端面对工作台面的垂直度允差。
M1检验时允许选用其中一种方法。
检验性质:将半精加工后的试件夹紧在虎钳内,锯断一件,检验锯断件角度精度。(仅适应于旋转卧式带锯床)
切削条件:使用符合GB/T 21954.2的双金属带锯条,切削用量按正常使用的切削规范进行。
简图:
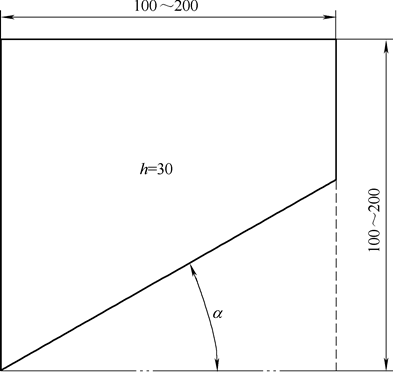
注:h为试件厚度
允差:±40′
检验工具:游标万能角度尺
检验方法:
(按GB/T 17421.1—1998中6.4.3的规定)
用游标万能角度尺检验,锯断件的角度值与机床显示角度值的差值就是角度允差。
检验性质:将半精加工后的试件夹紧在虎钳内,锯断一件,检验锯断片的等厚度。(仅适应于具有自动工作循环功能的卧式带锯床)
切削条件:使用符合GB/T 21954.2的双金属带锯条,切削用量按正常使用的切削规范进行。
简图:
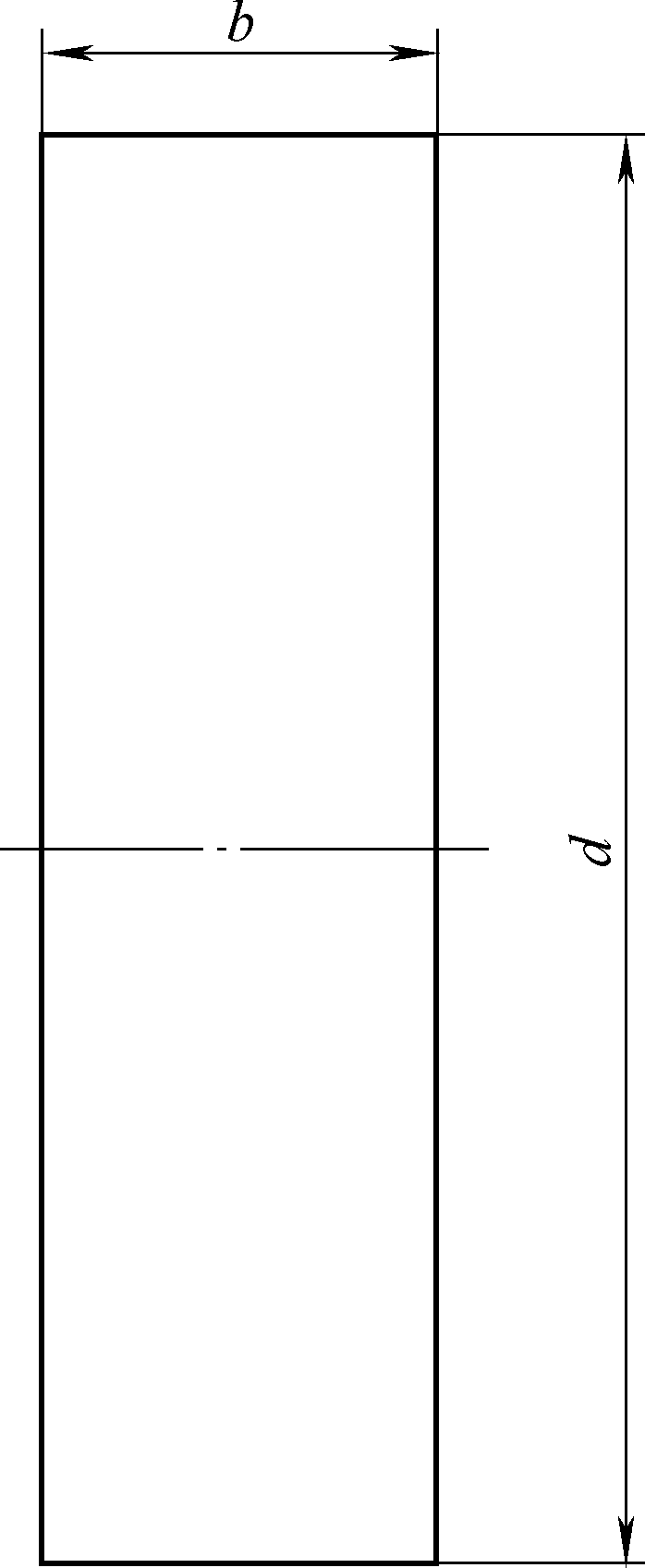
D=250时,b=5;
D>250~400时,b=8;
D>400~630时,b=10。其中:d =D/2
注:D 为最大锯削直径。
允差:
最大锯削直径 | 公差 |
D=250 | 0.3 |
D>250~400 | 0.35 |
D>400~630 | 0.4 |
检验工具:千分尺
检验方法:
(按GB/T 17421.1—1998中4.2的规定)
锯断片的等厚度:用千分尺检验,锯断片各处读的最大差值就是等厚度。
检验性质:将半精车后的试件夹紧在虎钳内,机床作自动循环连续锯断(仅适应于具有自动工作循环功能的卧式带锯床5片,检验锯断片长度的重复精度)。
切削条件:使用符合GB/T 21954.2的双金属带锯条,切削用量按正常使用的切削规范进行。
简图:
D=250时,b=5;
D>250~400时,b=8;
D>400~630时,b=10。其中:d =D/2
注:D 为最大锯削直径。
允差:0.45
检验工具:千分尺
检验方法:
(按GB/T 17421.1—1998中4.2的规定)
用千分尺检验各锯断片同一位置,同一位置数锯的最大差值就是锯断片长度尺寸的重复精度。
-------全文完-------